Proces suchého leptání se obvykle skládá ze čtyř základních stavů: před leptáním, částečné leptání, pouhé leptání a přeleptání. Hlavní charakteristiky jsou rychlost leptání, selektivita, kritický rozměr, uniformita a detekce koncového bodu.
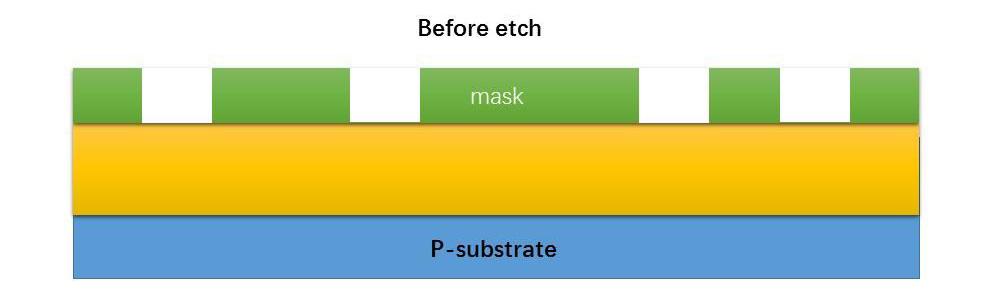
Obrázek 1 Před leptáním
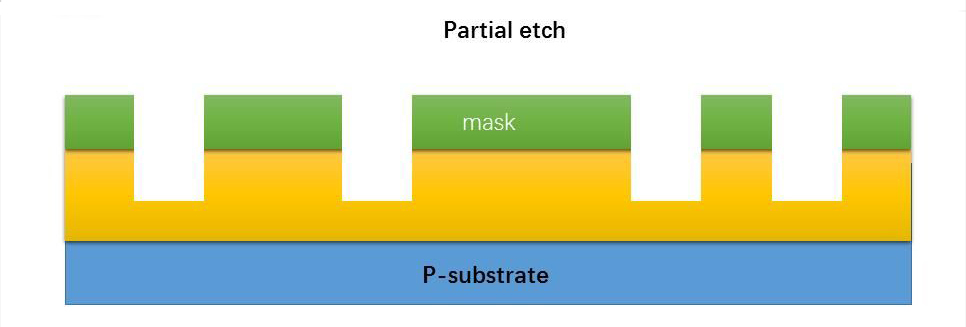
Obrázek 2 Částečné leptání
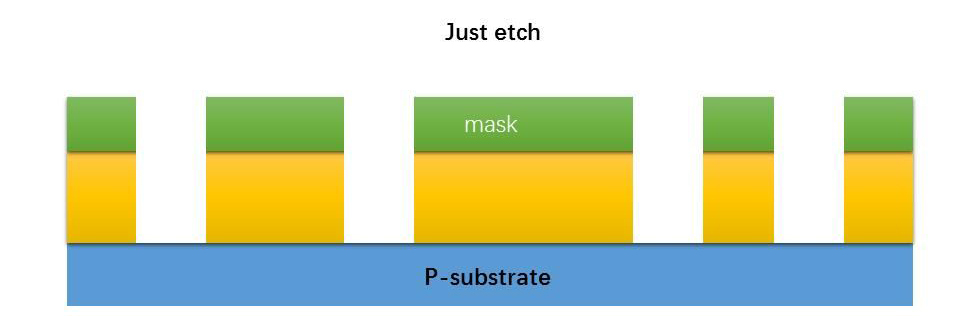
Obrázek 3 Jen lept
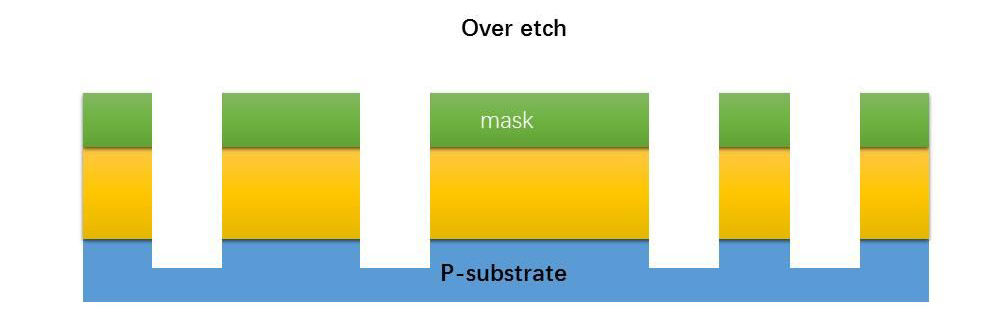
Obrázek 4 Přeleptání
(1) Rychlost leptání: hloubka nebo tloušťka naleptaného materiálu odebraného za jednotku času.
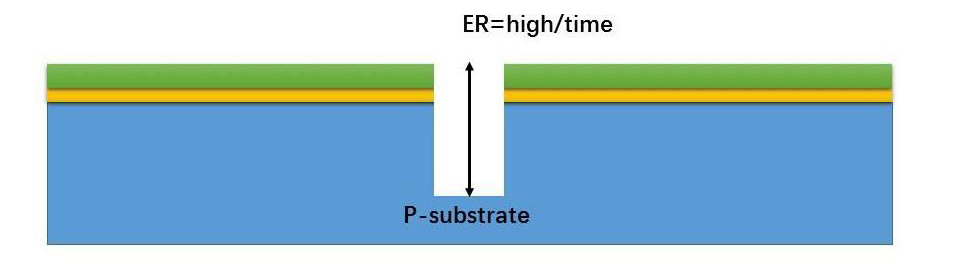
Obrázek 5 Diagram rychlosti leptání
(2) Selektivita: poměr rychlostí leptání různých leptacích materiálů.
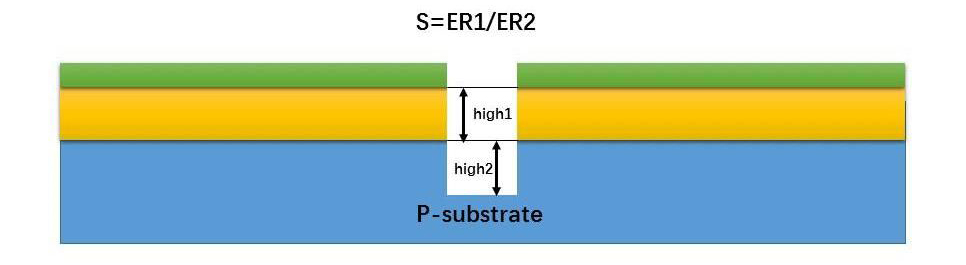
Obrázek 6 Diagram selektivity
(3) Kritický rozměr: velikost vzoru v určité oblasti po dokončení leptání.
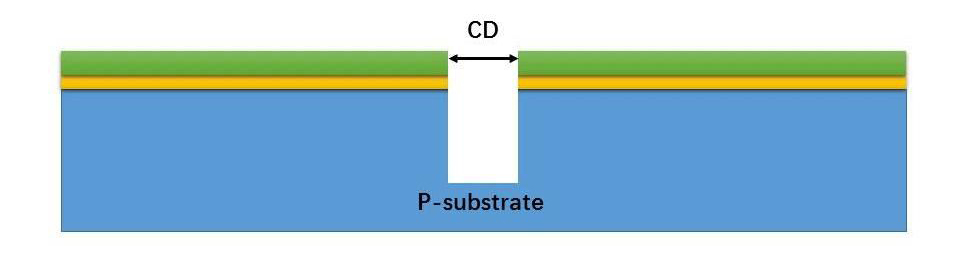
Obrázek 7 Diagram kritických rozměrů
(4) Jednotnost: pro měření jednotnosti kritického rozměru leptání (CD), obecně charakterizovaného úplnou mapou CD, vzorec je: U=(Max-Min)/2*AVG.
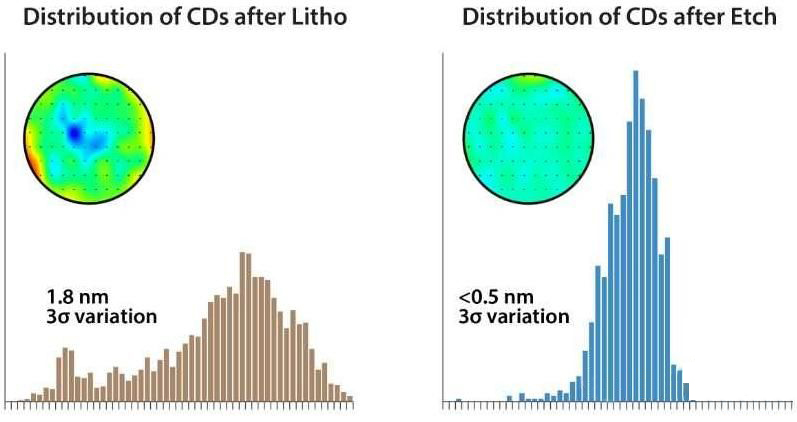
Obrázek 8 Schematický diagram uniformity
(5) Detekce koncového bodu: Během procesu leptání je neustále detekována změna intenzity světla. Když určitá intenzita světla výrazně stoupne nebo klesne, leptání je ukončeno, aby se označilo dokončení určité vrstvy leptání filmu.
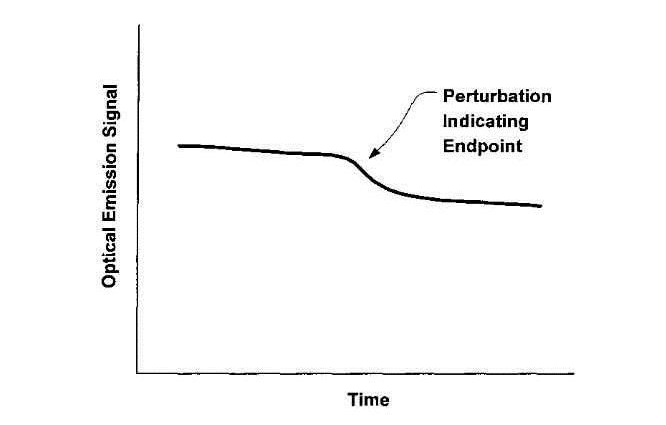
Obrázek 9 Schematický diagram koncového bodu
Při suchém leptání je plyn buzen vysokou frekvencí (hlavně 13,56 MHz nebo 2,45 GHz). Při tlaku 1 až 100 Pa je jeho střední volná dráha několik milimetrů až několik centimetrů. Existují tři hlavní typy suchého leptání:
•Fyzikální suché leptání: urychlené částice fyzicky opotřebovávají povrch plátku
•Chemické suché leptání: plyn chemicky reaguje s povrchem plátku
•Chemické fyzikální suché leptání: proces fyzikálního leptání s chemickými vlastnostmi
1. Leptání iontovým paprskem
Leptání iontovým paprskem (Ion Beam Etching) je fyzikální proces suchého zpracování, který využívá k ozáření povrchu materiálu vysokoenergetický argonový iontový paprsek s energií asi 1 až 3 keV. Energie iontového paprsku způsobí jeho dopad a odstranění povrchového materiálu. Proces leptání je anizotropní v případě vertikálních nebo šikmých dopadajících iontových paprsků. Vzhledem k nedostatečné selektivitě však neexistuje jasné rozlišení mezi materiály na různých úrovních. Vzniklé plyny a leptané materiály jsou odsávány vývěvou, ale protože reakční produkty nejsou plyny, částice se usazují na plátku nebo stěnách komory.
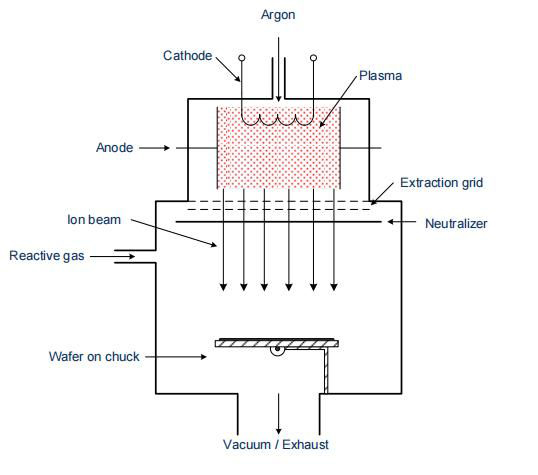
Aby se zabránilo tvorbě částic, může být do komory zaveden druhý plyn. Tento plyn bude reagovat s ionty argonu a způsobí fyzikální a chemické leptání. Část plynu bude reagovat s povrchovým materiálem, ale bude také reagovat s leštěnými částicemi za vzniku plynných vedlejších produktů. Touto metodou lze leptat téměř všechny druhy materiálů. Vlivem vertikálního záření je opotřebení svislých stěn velmi malé (vysoká anizotropie). Vzhledem k nízké selektivitě a nízké rychlosti leptání se však tento proces v současné výrobě polovodičů používá jen zřídka.
2. Plazmové leptání
Plazmové leptání je absolutní chemický proces leptání, také známý jako chemické suché leptání. Jeho výhodou je, že nezpůsobuje poškození povrchu waferu ionty. Protože se aktivní látky v leptacím plynu volně pohybují a proces leptání je izotropní, je tato metoda vhodná pro odstranění celé filmové vrstvy (například čištění zadní strany po tepelné oxidaci).
Reaktor po proudu je typ reaktoru běžně používaný pro plazmové leptání. V tomto reaktoru je plazma generováno nárazovou ionizací ve vysokofrekvenčním elektrickém poli 2,45 GHz a odděleno od waferu.
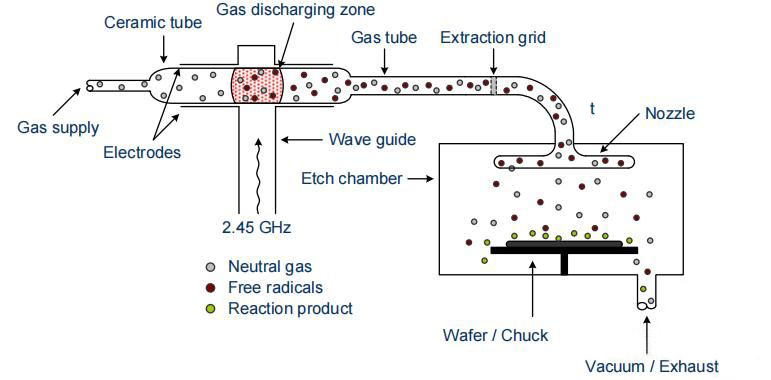
V oblasti výboje plynu vznikají vlivem nárazu a excitace různé částice, včetně volných radikálů. Volné radikály jsou neutrální atomy nebo molekuly s nenasycenými elektrony, takže jsou vysoce reaktivní. V procesu plazmového leptání se často používají některé neutrální plyny, jako je tetrafluormethan (CF4), které se zavádějí do oblasti výboje plynu, aby ionizací nebo rozkladem vytvořily aktivní látky.
Například v plynu CF4 je zaveden do oblasti výboje plynu a rozkládá se na fluorové radikály (F) a molekuly fluoridu uhličitého (CF2). Podobně lze fluor (F) rozložit z CF4 přidáním kyslíku (02).
2 CF4 + O2 —> 2 COF2 + 2 F2
Molekula fluoru se může pod energií oblasti výboje plynu rozdělit na dva nezávislé atomy fluoru, z nichž každý je volný radikál fluoru. Protože každý atom fluoru má sedm valenčních elektronů a má tendenci dosáhnout elektronové konfigurace inertního plynu, jsou všechny velmi reaktivní. Kromě neutrálních volných radikálů fluoru budou v oblasti výboje plynu nabité částice jako CF+4, CF+3, CF+2 atd. Následně jsou všechny tyto částice a volné radikály zaváděny do leptací komory přes keramickou trubici.
Nabité částice mohou být blokovány extrakčními mřížkami nebo rekombinovány v procesu tvorby neutrálních molekul pro řízení jejich chování v leptací komoře. Volné radikály fluoru také projdou částečnou rekombinací, ale jsou stále dostatečně aktivní, aby vstoupily do leptací komory, chemicky reagovaly na povrchu plátku a způsobily odlupování materiálu. Jiné neutrální částice se neúčastní procesu leptání a jsou spotřebovávány spolu s reakčními produkty.
Příklady tenkých vrstev, které lze leptat plazmovým leptáním:
• Křemík: Si + 4F—> SiF4
• Oxid křemičitý: SiO2 + 4F—> SiF4 + O2
• Nitrid křemíku: Si3N4 + 12F—> 3SiF4 + 2N2
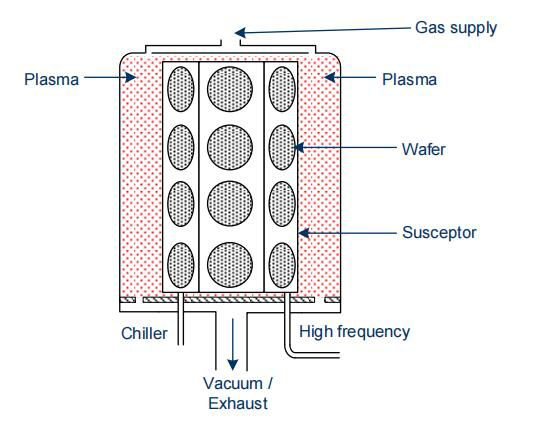
3. Reaktivní iontové leptání (RIE)
Reaktivní iontové leptání je chemicko-fyzikální proces leptání, který dokáže velmi přesně řídit selektivitu, profil leptání, rychlost leptání, uniformitu a opakovatelnost. Může dosahovat profilů izotropního a anizotropního leptání, a je proto jedním z nejdůležitějších procesů pro vytváření různých tenkých vrstev při výrobě polovodičů.
Během RIE je plátek umístěn na vysokofrekvenční elektrodě (HF elektroda). Nárazovou ionizací vzniká plazma, ve které existují volné elektrony a kladně nabité ionty. Pokud je na VF elektrodu přivedeno kladné napětí, volné elektrony se hromadí na povrchu elektrody a nemohou elektrodu opět opustit kvůli své elektronové afinitě. Proto jsou elektrody nabity na -1000V (bias voltage), takže pomalé ionty nemohou sledovat rychle se měnící elektrické pole k záporně nabité elektrodě.
Pokud je během iontového leptání (RIE) střední volná dráha iontů vysoká, dopadají na povrch destičky v téměř kolmém směru. Tímto způsobem urychlené ionty vyrazí materiál a vytvoří chemickou reakci prostřednictvím fyzikálního leptání. Protože boční stěny nejsou ovlivněny, profil leptání zůstává anizotropní a opotřebení povrchu je malé. Selektivita však není příliš vysoká, protože dochází i k procesu fyzikálního leptání. Kromě toho zrychlení iontů způsobuje poškození povrchu plátku, což vyžaduje opravu tepelného žíhání.
Chemická část procesu leptání je dokončena tím, že volné radikály reagují s povrchem a ionty fyzicky narážejí na materiál, takže se znovu neusazuje na plátku nebo stěnách komory, čímž se zabrání jevu redepozice, jako je leptání iontovým paprskem. Při zvýšení tlaku plynu v leptací komoře se zmenší střední volná dráha iontů, čímž se zvýší počet srážek mezi ionty a molekulami plynu a ionty se rozptýlí do více různých směrů. To má za následek méně směrové leptání, takže proces leptání je více chemický.
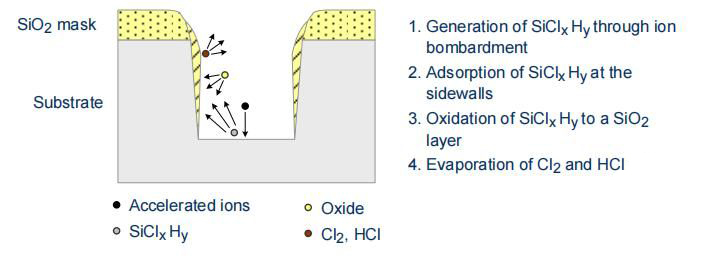
Anizotropních leptacích profilů je dosaženo pasivací bočních stěn při leptání křemíkem. Kyslík se přivádí do leptací komory, kde reaguje s naleptaným křemíkem za vzniku oxidu křemičitého, který se ukládá na svislé boční stěny. V důsledku bombardování ionty je vrstva oxidu na vodorovných plochách odstraněna, což umožňuje pokračování procesu laterálního leptání. Touto metodou lze řídit tvar profilu leptání a strmost bočních stěn.
Rychlost leptání je ovlivněna faktory, jako je tlak, výkon vysokofrekvenčního generátoru, procesní plyn, skutečný průtok plynu a teplota plátku, a její variační rozsah je udržován pod 15 %. Anizotropie se zvyšuje s rostoucím HF výkonem, klesajícím tlakem a klesající teplotou. Rovnoměrnost procesu leptání je dána plynem, vzdáleností elektrod a materiálem elektrody. Pokud je vzdálenost elektrod příliš malá, plazma nemůže být rovnoměrně rozptýlena, což má za následek nerovnoměrnost. Zvětšení elektrodové vzdálenosti snižuje rychlost leptání, protože plazma je distribuována ve větším objemu. Uhlík je preferovaný elektrodový materiál, protože produkuje stejnoměrně napnuté plazma, takže okraj plátku je ovlivněn stejným způsobem jako střed plátku.
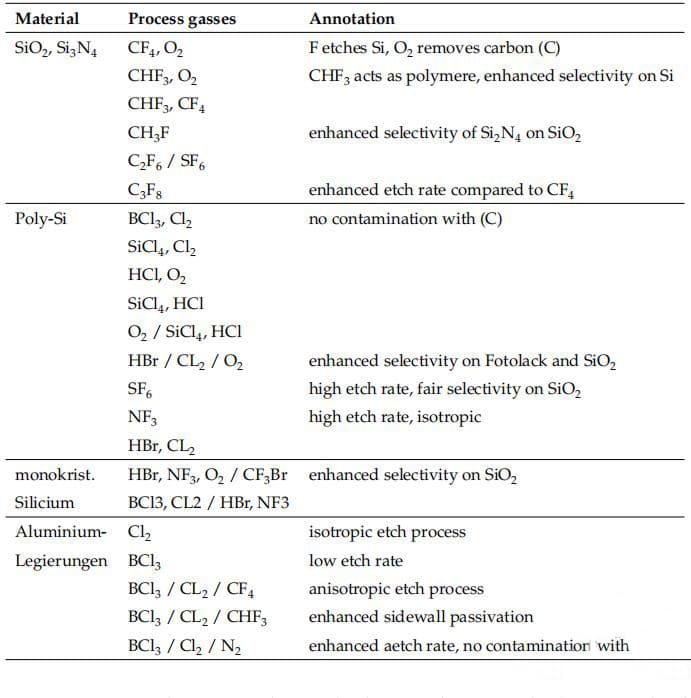
Procesní plyn hraje důležitou roli v selektivitě a rychlosti leptání. U křemíku a sloučenin křemíku se k dosažení leptání používá hlavně fluor a chlor. Výběr vhodného plynu, nastavení průtoku a tlaku plynu a řízení dalších parametrů, jako je teplota a výkon v procesu, může dosáhnout požadované rychlosti leptání, selektivity a jednotnosti. Optimalizace těchto parametrů je obvykle upravena pro různé aplikace a materiály.
Proces leptání není omezen na jeden plyn, směs plynů nebo pevné parametry procesu. Například nativní oxid na polysilikonu může být odstraněn nejprve s vysokou rychlostí leptání a nízkou selektivitou, zatímco polysilikon může být leptán později s vyšší selektivitou vzhledem k podkladovým vrstvám.
——————————————————————————————————————————————————— ————————————
Semicera může poskytnoutgrafitové díly, měkká/tuhá plsť, díly z karbidu křemíku,CVD díly z karbidu křemíku,aDíly potažené SiC/TaC s do 30 dnů.
Máte-li zájem o výše uvedené polovodičové produkty,prosím, neváhejte nás kontaktovat poprvé.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Čas odeslání: 12. září 2024