Jak víme, v oblasti polovodičů je monokrystal křemíku (Si) nejrozšířenějším a nejobjemnějším polovodičovým základním materiálem na světě. V současné době se více než 90 % polovodičových produktů vyrábí z materiálů na bázi křemíku. S rostoucí poptávkou po vysokovýkonových a vysokonapěťových zařízeních v moderní energetické oblasti byly kladeny přísnější požadavky na klíčové parametry polovodičových materiálů, jako je šířka pásma, intenzita průrazného elektrického pole, rychlost saturace elektronů a tepelná vodivost. Za těchto okolností, široký bandgap polovodičové materiály reprezentovanékarbid křemíku(SiC) se ukázaly jako miláček aplikací s vysokou hustotou výkonu.
Jako složený polovodič,karbid křemíkuje v přírodě extrémně vzácný a objevuje se ve formě minerálu moissanit. V současné době je téměř veškerý karbid křemíku prodávaný na světě uměle syntetizován. Karbid křemíku má výhody vysoké tvrdosti, vysoké tepelné vodivosti, dobré tepelné stability a vysokého kritického průrazného elektrického pole. Je to ideální materiál pro výrobu vysokonapěťových a vysoce výkonných polovodičových součástek.
Jak se tedy vyrábí výkonová polovodičová zařízení z karbidu křemíku?
Jaký je rozdíl mezi výrobním procesem zařízení z karbidu křemíku a tradičním výrobním procesem na bázi křemíku? Počínaje tímto číslem: „Věci oZařízení z karbidu křemíkuVýroba“ odhalí tajemství jedno po druhém.
I
Procesní tok výroby zařízení z karbidu křemíku
Výrobní proces zařízení z karbidu křemíku je obecně podobný jako u zařízení na bázi křemíku, zejména zahrnuje fotolitografii, čištění, dopování, leptání, tvorbu filmu, ředění a další procesy. Mnoho výrobců energetických zařízení může splnit výrobní potřeby zařízení z karbidu křemíku modernizací svých výrobních linek založených na výrobním procesu na bázi křemíku. Speciální vlastnosti materiálů z karbidu křemíku však určují, že některé procesy při výrobě jejich zařízení se musí při speciálním vývoji spoléhat na specifické vybavení, které umožní zařízením z karbidu křemíku odolat vysokému napětí a vysokému proudu.
II
Úvod do speciálních procesních modulů z karbidu křemíku
Speciální procesní moduly z karbidu křemíku pokrývají hlavně vstřikovací dopování, formování hradlové struktury, morfologické leptání, metalizaci a procesy ztenčování.
(1) Vstřikovací doping: Vzhledem k vysoké energii vazby uhlík-křemík v karbidu křemíku je obtížné difundovat atomy nečistot v karbidu křemíku. Při přípravě zařízení z karbidu křemíku lze dotování PN přechodů dosáhnout pouze implantací iontů při vysoké teplotě.
Dopování se obvykle provádí pomocí iontů nečistot, jako je bór a fosfor, a hloubka dotování je obvykle 0,1μm~3μm. Implantace vysokoenergetických iontů zničí mřížkovou strukturu samotného materiálu karbidu křemíku. Vysokoteplotní žíhání je nutné k opravě poškození mřížky způsobené implantací iontů a řízení vlivu žíhání na drsnost povrchu. Základními procesy jsou vysokoteplotní implantace iontů a vysokoteplotní žíhání.
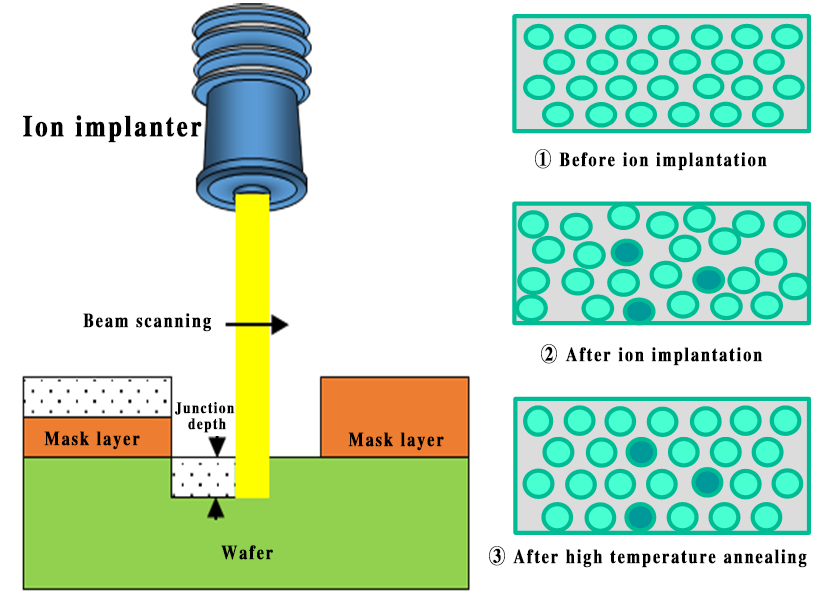
Obrázek 1 Schematický diagram účinků iontové implantace a vysokoteplotního žíhání
(2) Tvorba struktury hradla: Kvalita rozhraní SiC/SiO2 má velký vliv na migraci kanálu a spolehlivost hradla MOSFET. Je nutné vyvinout specifické procesy hradlového oxidového a postoxidačního žíhání, aby se kompenzovaly visící vazby na rozhraní SiC/SiO2 se speciálními atomy (jako jsou atomy dusíku), aby byly splněny požadavky na výkon vysoce kvalitního rozhraní SiC/SiO2 a vysoké migrace zařízení. Základními procesy jsou vysokoteplotní oxidace hradlovým oxidem, LPCVD a PECVD.
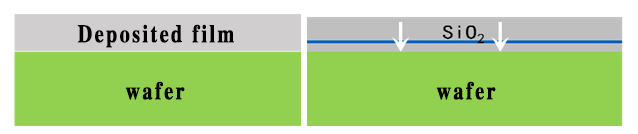
Obrázek 2 Schematický diagram nanášení obyčejného oxidového filmu a vysokoteplotní oxidace
(3) Morfologické leptání: Materiály z karbidu křemíku jsou inertní v chemických rozpouštědlech a přesné morfologické kontroly lze dosáhnout pouze metodami suchého leptání; materiály masky, výběr leptání masky, směsný plyn, ovládání bočnice, rychlost leptání, drsnost bočnice atd. je třeba vyvinout podle charakteristik materiálů karbidu křemíku. Hlavními procesy jsou depozice tenkého filmu, fotolitografie, koroze dielektrického filmu a procesy suchého leptání.
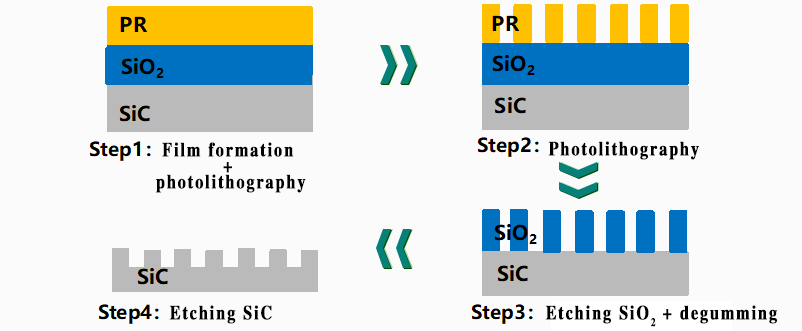
Obrázek 3 Schéma procesu leptání karbidu křemíku
(4) Metalizace: Zdrojová elektroda zařízení vyžaduje kov, aby vytvořila dobrý nízkoodporový ohmický kontakt s karbidem křemíku. To vyžaduje nejen regulaci procesu nanášení kovu a řízení stavu rozhraní kontaktu kov-polovodič, ale také vyžaduje vysokoteplotní žíhání pro snížení výšky Schottkyho bariéry a dosažení ohmického kontaktu kov-karbid křemíku. Hlavními procesy jsou metalmagnetronové naprašování, odpařování elektronovým paprskem a rychlé tepelné žíhání.
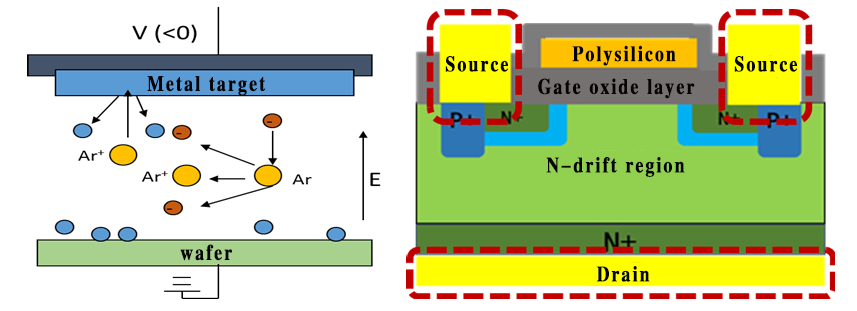
Obrázek 4 Schematické schéma principu magnetronového naprašování a metalizačního efektu
(5) Proces ředění: Materiál karbidu křemíku má vlastnosti vysoké tvrdosti, vysoké křehkosti a nízké lomové houževnatosti. Jeho proces broušení je náchylný způsobit křehké lomy materiálu, což způsobuje poškození povrchu plátku a podpovrchu. Je třeba vyvinout nové postupy broušení, aby byly splněny výrobní potřeby zařízení z karbidu křemíku. Hlavními procesy jsou ztenčování brusných kotoučů, lepení a odlupování filmu atd.
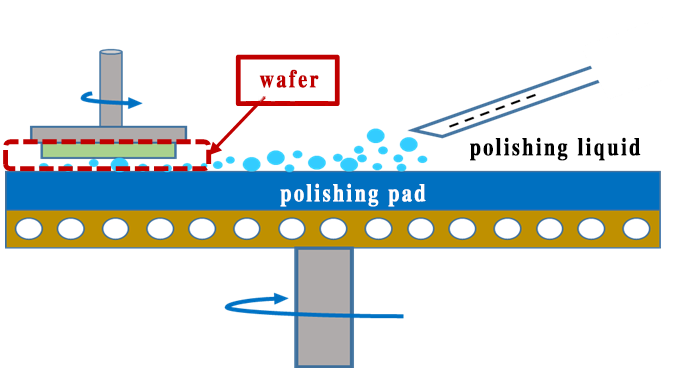
Obrázek 5 Schématické schéma principu mletí/ředění plátků
Čas odeslání: 22. října 2024